
Embalagem Flexível
A ACTEGA é um líder global em embalagem flexível fornecendo tintas, primers, vernizes e adesivos.
DESCUBRA MAIS
A ACTEGA é um líder global em embalagem flexível fornecendo tintas, primers, vernizes e adesivos.
DESCUBRA MAISNosso foco em inovação é a parte central do nosso DNA, por isso investimos intensamente.
DESCUBRA MAIS
A série How-to é uma coleção de conteúdos para ajudá-lo a aproveitar ao máximo todos os produtos ACTEGA .
LEIA MAIS
Nossa meta é sermos climaticamente neutros até 2025. Conheça nosso compromisso com a proteção ambiental.
DESCUBRA MAIS
Descubra nosso calendário com imagens incríveis e acabamentos com efeitos impactantes.
MAISVocê já se inscreveu na nossa newsletter.
act.page.footer.newsletter.message.success.unsubscribed
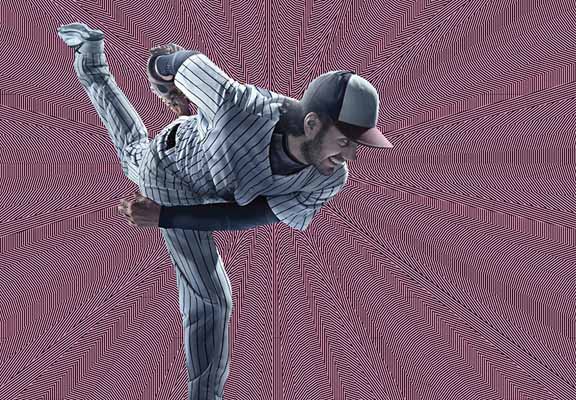
Continue ShoppingACTEGA MotionCoat® is a revolutionary UV curable technology that is comprised of a unique ink-train varnish and a gloss top coating. This patent pending system is designed as a single pass/in-line solution for sheet-fed lithographic presses delivering an amazing visual “motion” effect.
Print/Image Plate
An important and integral component to producing the MotionCoat® effect is the graphic/image or vector file. ACTEGA will provide 4 sample files to your graphic or pre-press personnel. For information on obtaining or creating additional files please contact us.
In this case it should be noted that the line distance is at least twice as large as the line thickness. The optimum line thickness, and thus the line distance, can vary depending on the substrate that should be printed and the anilox roller used.
The following values have proven themselves in practice: Line thickness 0.05 - 0.20 mm / line distance 0.25 - 0.75 mm.
The following values have been proven for cold foils: Line thickness 0.20 mm / line distance 0.40 mm.
Varnish Unit
Thoroughly rinse/deep clean, deglaze and “color-wash” the last printing unit to remove any residual ink pigments and contaminants that will affect or discolor the MotionCoat® primer. Also, check roller settings throughout the printing unit.
Coating Unit
It is imperative to completely flush all coatings from the previous run out of the pumps, transfer lines, anilox chamber, and all other equipment that will come into contact with MotionCoat® topcoat, with a UV wash. It is equally as important to follow this up with a flush with Isopropyl Alcohol or CLEAN UV Cleaning Agent G 13/160 for additional cleaning and preparation for the MotionCoat® topcoat.
After this, we recommend to fill the entire coating system with the high gloss MotionCoat® topcoat, allowing several pounds to drain into a waste container to ensure that the entire system has coating only, and ready to run.
**Important Note: Fountain solutions with aggressive and/or high levels of glycols can and will create over emulsification issues which in turn lead to the loss of the motion effect.
It is extremely important to run a consistent and balanced film thickness across the targeted or image areas. Make sure that matt MotionCoat® varnish lines are kept clean and sharp. Once this is achieved then apply the MotionCoat® topcoat and cure. We recommend to use an anilox of about 11-13 cm³/m².
Emulsification, scumming, foaming issues, excessive topcoat, and bridging will inhibit the visual effect of MotionCoat® (see photographs below).
Use a maintained and cleaned anilox roller to ensure the correct coating volume can be achieved.
Varnish/Coating
The MotionCoat® varnish must be cured after application and prior to the MotionCoat® coating application.
Ink & water balance is critical, as well as varnish to coating film balance to achieve the proper image movement.
Coated paper and paperboard are the recommended substrates. Prequalified foil boards, plastics, and nonporous substrates can be utilized but will require additional set-up and monitoring.
Uncoated substrate cannot be used with the MotionCoat® technology.
Bridging is a phenomenon that is created when the varnish or coating is not applied properly and causing a distorted appearance and loss of the visual effect. The photographs below will illustrate good and bad/bridged effects. Contact us for advice and direction on the additional techniques for avoiding and/or overcoming this effect.
Good results - No bridging
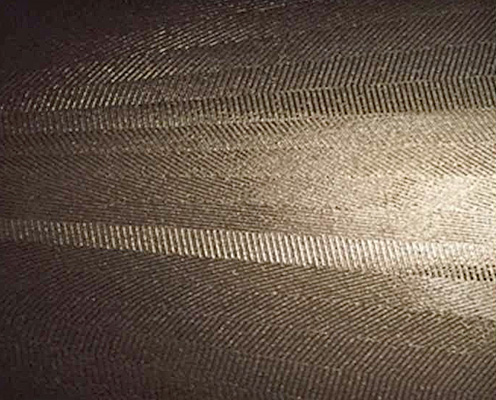
Bad results - Bridged

Still have open questions? Contact us and we will support you with the application.
CONTACT USLearn How to avoid trouble in the first place and make the most of ACTEGA products. The How-to Series is your source of content with smart tips that helps you to make the most of all ACTEGA products in your processes. In addition to state-of-the-art chemical specialties for the packaging industries, we are your knowledge partner offering technical expertise and useful information.
Discover more
