
Flexible Packaging
ACTEGA ist ein international führender Anbieter von individuellen Farben, Lacken und Klebstoffen für Verpackungen.
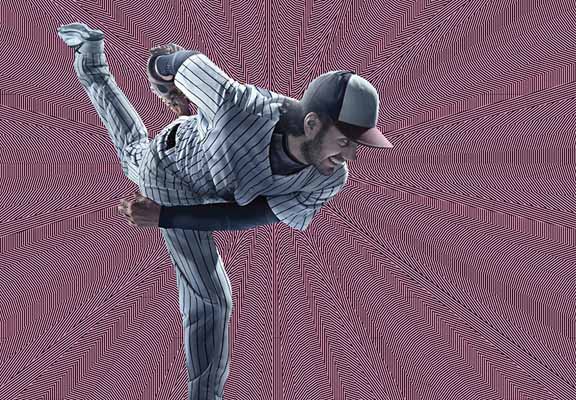
MEHR ERFAHRENDie ACTEGA MotionCoat® Systeme bieten einen revolutionären Effekt, welcher mittels einer speziell abgestimmter Kombination aus einem matten, ölbasierten oder UV härtenden Druckwerkslack und einem UV härtenden Lackierwerks-Lack erzielt wird. Der patentierte Effekt wird inline in Bogenoffsetmaschinen erzeugt und bietet dem Betrachter einen einzigartigen, faszinierenden „bewegenden“ Eindruck.
Image/Bilddatei
Eine notwendige Voraussetzung zur Erzeugung des MotionCoat®-Effekts ist die Grafik-/Bild- oder Vektordatei. ACTEGA stellt Ihnen zur Unterstützung der Grafik- oder Druckvorstufe 4 Musterdateien zur Verfügung. Für Informationen zum Erhalt oder zur Erstellung zusätzlicher Dateien wenden Sie sich bitte an unseren Kontakt.
Hierbei ist zu beachten, dass der Linienabstand mindestens doppelt so groß ist wie die Linienstärke. Die optimale Linienstärke, und damit verbunden der Linienabstand, kann mit dem zu bedruckenden Untergrund und der verwendeten Rasterwalze variieren.
Die folgenden Werte haben sich in der Praxis bewährt: Linienstärke 0,05 - 0,20 mm / Linienabstand 0,25 - 0,75 mm
Über Kaltfolien hat sich bewährt: Linienstärke 0,20 mm / Linienabstand 0,40 mm
Letztes Druckwerk
Das letzte Druckwerk muss vor dem Start äußerst gründlich gereinigt/gewaschen werden, um alle restlichen Farbpigmente und Verunreinigungen zu entfernen, die den MotionCoat® Primer angreifen oder verfärben. Für optimale Ergebnisse überprüfen Sie außerdem die Walzeneinstellungen im gesamten Druckwerk.
Lackierwerk
Es ist zwingend erforderlich, alle Lackreste vorheriger Aufträge aus den Pumpen, Leitungen, dem Kammerrakelwerk und allen anderen Geräten, die mit dem MotionCoat® Überdrucklack in Kontakt kommen, zu entfernen. Danach sollte mit einem geeigneten UV-Waschmittel wie z.B. CLEAN UV-Reiniger G 13/160 das Lackierwerk gespült werden, um dieses für den Einsatz des MotionCoat® Glanzlackes zusätzlich zu säubern und aufzubereiten. Wir empfehlen danach das gesamte Lacksystem mit dem MotionCoat® Glanzlack zu füllen und die ersten wenigen Liter separat in einen Abfallbehälter abzulassen, um sicherzustellen, dass das gesamte System ausschließlich mit Lack gefühlt und somit betriebsbereit ist.
**Wichtiger Hinweis: Feuchtmittel/Wischwasser mit aggressivem und/oder hohem Glykolgehalt können zu Emulgierungsproblemen führen, die wiederum einen Verlust des Effekts verursachen.
Es ist äußerst wichtig, eine ausreichende, gleichmäßige und mit dem Wischwasser ausbalancierte Primer-Auftragsmenge über die matten Zielbereiche hinweg zu erzielen. Stellen Sie sicher, dass die matten MotionCoat® Lacklinien sauber und scharf sind. Eine Zwischentrocknung nach der Applikation des Primers wird empfohlen. Sobald dies erreicht ist, tragen Sie den MotionCoat® Glanzlack vollflächig auf und härten diesen aus. Wir empfehlen eine Rasterwalze mit circa 11-13 cm³/m².
Emulgierung, Tonen, Schaumbildung, ein zu großes Schöpfvolumen führen zur „Überbrückung“/„Bridging“ und mindern somit den visuellen Effekt von MotionCoat® (Bilder finden Sie weiter unten).
Setzen Sie eine gewartete und gereinigte Rasterwalze ein, um sicherzustellen, dass das richtige Lackvolumen erreicht wird.
Druckwerks-Primer/Glanzlack
Der MotionCoat® Primer sollte nach dem Auftragen und vor vollflächigen Überlackierung mit dem MotionCoat® Glanzlack gehärtet werden.
Die Farb- und Wasserbalance ist ebenso wie die Balance zwischen matten Primer und Glanzlack entscheidend, um den Effekt eines sich bewegenden Glanzes optimal zu erreichen.
Wir empfehlen gestrichenes Papier und Karton als Substrat einzusetzen. Nicht saugende Substrate wie metallisierter Karton können verwendet werden, erfordern jedoch eine zusätzliche Vorsicht und vorherige Tests.
Ungestrichenes Substrat kann aufgrund der Porosität nicht mit der MotionCoat® Technologie verwendet werden
Überbrückung/Bridging ist ein drucktechnische Mangel, der entsteht, wenn der Druckwerkslack (Primer) und/oder der Glanzlack nicht richtig aufgetragen werden. Folglich kommt es zu glänzenden Überbrückungen der matten Linien und damit zur Minderung oder zum Verlust des visuellen Effekts. Die unten abgebildeten Fotos zeigen gute und schlechte Lackierresultate. Kontaktieren Sie uns, um Rat und Anweisungen zur Vermeidung und / oder Überwindung dieses Effekts zu erhalten.
Gutes Ergebnis - Keine Überbrückungen
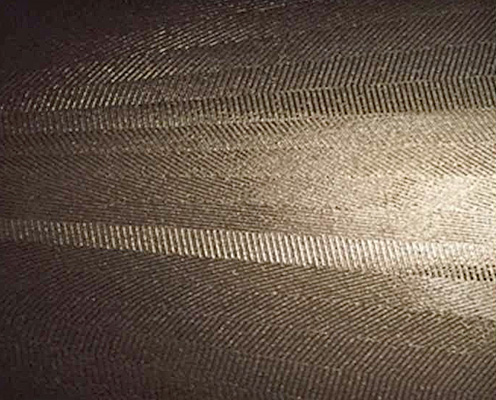
Mangelhaftes Ergebnis - Überbrückungen/Bridging

Sind noch Fragen offen? Kontaktieren Sie uns und wir unterstützen Sie gerne bei der Anwendung.
KONTAKTLernen Sie, wie Sie Probleme direkt vermeiden und das meiste aus den ACTEGA Produkten machen. Unsere How-to Serie ist Ihre Wissensdatenbank mit Tipps und Tricks zu unseren Produkten. Zusätzlich zu den hochwertigsten Lösungen für die Verpackungsindustrie sind wir Ihr Partner rund um nützliches Wissen und technische Expertise.
Mehr entdecken



